| |
|
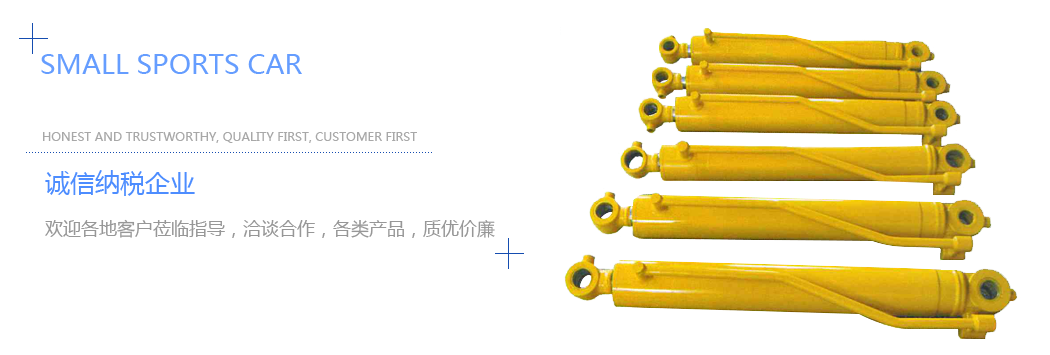
PRODUCT
INFO ų„ꬫa(ch©Żn)ŲĘ |
|
|
|
|
|
|
NEWS
CENTER ą┼Žó░l(f©Ī)▓╝ |
|
| |
| ╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅSŠĆŪąĖŅöÓĮzįŁę“Ęų╬÷ | | ░l(f©Ī)▓╝š▀Ż║admin ╚šŲ┌Ż║2012/6/4 ³c(di©Żn)ō¶Ż║384 | | | ╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅSöÓĮzå¢Ņ}ę╗ų▒╩ŪŠĆŪąĖŅ╝ė╣żųą╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅSĄ─ę╗éĆ(g©©)ć└(y©ón)ųžĄ─å¢Ņ}.╦³╩╣╝ė╣ż═ŻŅD▓ó▓╗Ą├▓╗Å─Ņ^ķ_╩╝└╦┘M(f©©i)┤¾┴┐╣żĢr(sh©¬)ŲŲē─┴╦╝ė╣ż├µĄ─═Ļš¹ąįį÷╝ė┴╦īŹ(sh©¬)¼F(xi©żn)¤o╚╦▓┘ū„╝ė╣żĄ─└¦ļyūĶĄKŠĆŪąĖŅ╣ż╦ćĄ─▀M(j©¼n)ę╗▓Į░l(f©Ī)š╣.ę“┤╦蹊┐öÓĮzĄ─įŁę“║═Ę└ų╣öÓĮzĄ─ĘĮĘ©ę╗ų▒╩Ūć°ā╚(n©©i)═ŌŠĆŪąĖŅ╣ż╦ć蹊┐ųąĄ─ę╗éĆ(g©©)ųžę¬šnŅ}.
ć°ā╚(n©©i)═Ō蹊┐║åørįńį┌!"80─Ļ┤·─®īŻ╝ęéāūóęŌĄĮöÓĮz═©│Ż┼cČ╠┬Ęį÷╝ėėąĻP(gu©Īn)šJ(r©©n)×ķĮzš±╝░Č╠┬ĘŠ∙Ģ■(hu©¼)įņ│╔╝ė╣ż╦┘Č╚Ą─ĮĄĄ═▓óĢ■(hu©¼)į÷╝ėöÓĮzĄ─Ė┼┬╩.ļS║¾''░l(f©Ī)¼F(xi©żn)į┌öÓĮzŪ░Ę┼ļŖŅl┬╩Ģ■(hu©¼)═╗╚╗į÷╝ė.╦¹éāįO(sh©©)ėŗ(j©¼)Ą─Ę└öÓĮz┐žųŲŽĄĮy(t©»ng)į┌╣ż╝■Č╚!"ęįā╚(n©©i)Ģr(sh©¬)ą¦╣¹▓╗Õe(cu©░).ų°├¹Ą─▒╚└¹Ģr(sh©¬)¶ö╬─┤¾īW(xu©”)Į╠╩┌; ū¾ėęĄ─▒╚└²ļSÖC(j©®)Ęų▓╝.ęį┤╦×ķöÓĮzŽ╚šūą┼╠¢įO(sh©©)ėŗ(j©¼)Ą─Ę└ų╣öÓĮzĄ─įć“×(y©żn)čbų├╚ĪĄ├┴╦▌^║├Ą─ą¦╣¹.蹊┐▒Ē├„:▓╗═¼ŅÉą═Ą─├}ø_ļŖį┤Ą─öÓĮzŽ╚šūą┼╠¢▓╗═¼Ę▓─▄Ę┤ė│Ž“Ę┼ļŖķgŽČųą▌ö╚ļ─▄┴┐┤¾ąĪĄ─┴┐į┌öÓĮzŪ░Č╝Ģ■(hu©¼)ėąę╗éĆ(g©©)═╗╚╗į÷╝ėįŁät╔ŽČ╝┐╔ū„×ķöÓĮzŽ╚šūą┼╠¢.─┐Ū░ć°═ŌęčėąĖ∙ō■(j©┤)öÓĮzŽ╚šū▓╔╚ĪĘ└ūo(h©┤)┤ļ╩®Ą─ŠĆŪąĖŅÖC(j©®)┤▓čbų├.─ŽŠ®║Į┐š║Į╠ņ┤¾īW(xu©”)╠žĘN╝ė╣żčąŠ┐╩ęĮø(j©®ng)▀^ī”öÓĮzå¢Ņ}Ą─蹊┐šJ(r©©n)×ķ:öÓĮz╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅS▀^│╠ķ_╩╝ė┌╝ė╣ż▀^│╠Ą─▓╗ĘĆ(w©¦n).╝ė╣ż▓╗ĘĆ(w©¦n)Č©┤┘╩╣Ę┼ļŖį┌ę╗³c(di©Żn)╔Ž╝»ųą.Ę┼ļŖ╝»ųąėųę²ŲĘ┼ļŖį┌Ģr(sh©¬)ķg╔Ž├▄╝»▀@Š═╩╣▌ö╚ļķgŽČĄ──▄┴┐į÷╝ėŪę
╝»ųąė┌ę╗³c(di©Żn)įņ│╔Šų▓┐Ė▀£žų┬╩╣ļŖśOĮz▒╗¤²öÓ.▀@Š═╩ŪöÓĮzĄ─╚½▓┐▀^│╠."öÓĮzĄ─įŁę“öÓĮzĄ─ų▒ĮėįŁę“╩Ū▌ö╚ļķgŽČĄ─¤ßžō(f©┤)▌dį÷╝ėŪę╝»ųąį┌ę╗³c(di©Żn)╔ŽČ°Ųę“╩Ū╝ė╣ż▀^│╠Ą─▓╗ĘĆ(w©¦n)Č©.╝╚╚╗öÓĮzĄ─Ųę“╩Ū╝ė╣ż▀^│╠Ą─▓╗ĘĆ(w©¦n)Č©─Ū├┤Ė∙ō■(j©┤)╝ė╣ż▀^│╠▓╗ĘĆ(w©¦n)Č©Ą─ą┼╠¢▓╔╚Īėąą¦┤ļ╩®╩╣ų«▒M┐ņ▀M(j©¼n)╚ļĘĆ(w©¦n)Č©ĀŅæB(t©żi)▓┼╩ŪÅ─Ė∙▒Š╔Ž┐╦Ę■öÓĮzå¢Ņ}Ą─ĘĮĘ©.
Ę└ų╣öÓĮz╠Įėæ
ŠĆŪąĖŅÖC(j©®)┤▓įO(sh©©)éõĘĮ├µ1├}ø_ļŖį┤├}ø_ļŖį┤╩ŪŠĆŪąĖŅÖC(j©®)┤▓Ą─ųžę¬ĮM│╔▓┐Ęų╩Ūė░ĒæŠĆŪąĖŅ╝ė╣żĄ─ūŅĻP(gu©Īn)µIĄ─įO(sh©©)ę╗.į┌Ė▀╦┘ū▀ĮzĘĮ╩ĮŠĆŪąĖŅ╝ė╣żųąļŖśOĮz═∙Å═(f©┤)╩╣ė├╚ń╣¹╦³│÷¼F(xi©żn)ōp║─Ģ■(hu©¼)ų▒Įėė░Ēæ╝ė╣żŠ½Č╚ōp║─▌^┤¾Ģr(sh©¬)▀ĆĢ■(hu©¼)į÷┤¾öÓĮzĄ─Ė┼┬╩ę“┤╦ŠĆŪąĖŅ├}ø_ļŖį┤æ¬(y©®ng)Š▀ėą╩╣ļŖśOĮzĄ═ōp║─ąį─▄.
2└õģsŽĄĮy(t©»ng)«ö(d©Īng)ŠĆĖŅÖC(j©®)┤▓╔ŽĄ─└õģsŽĄĮy(t©»ng)▓╗═Ļ╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅS╔ŲĢr(sh©¬)╝ė╣żĢr(sh©¬)└õģsę║ļSļŖśOĮz▀\(y©┤n)äė(d©░ng)╦─╠Ä’w×R▀M(j©¼n)▓╗ĄĮŪą┐pųą╚źļŖśOĮz¤oĘ©Ą├ĄĮ│õĘų└õģsęūę²ŲļŖśOĮz▒╗¤²öÓ.į┌īŹ(sh©¬)ļHŠĆŪąĖŅ╝ė╣żų«Ū░æ¬(y©®ng)Öz▓ķ└õģsŽĄĮy(t©»ng)╩Ūʱ═Ļ╔Ų.
3ū▀ĮzÖC(j©®)śŗ(g©░u)ŠĆŪąĖŅ╝ė╣żųąļŖśOĮzĄ─š±äė(d©░ng)║├Ž¾╩Ūę╗éĆ(g©©)╝ÅÕNųąķgš±äė(d©░ng)Ę∙Č╚┤¾ā╔Ņ^ąĪ╚ń╣¹š±äė(d©░ng)ę²ŲĄ─▀@éĆ(g©©)▓ŅųĄ│¼▀^ļŖśOĮzÅŚąįŽ▐Č╚Š═Ģ■(hu©¼)ę²ŲöÓĮz.ę“┤╦╠ßĖ▀š¹éĆ(g©©)ū▀ĮzÖC(j©®)śŗ(g©░u)Ą─ųŲįņ┘|(zh©¼)┴┐ļŖśOĮz▓╔ė├║ŃÅł┴”║Ń
š¬ę¬:ĮķĮBć°ā╚(n©©i)═Ōī”ŠĆŪąĖŅ╝ė╣żųąöÓĮzå¢Ņ}Ą─蹊┐║å╩÷┴╦«a(ch©Żn)╔·öÓĮzĄ─įŁę“Å─ŠĆŪąĖŅÖC(j©®)┤▓║═╣ż╦ć╠ž³c(di©Żn)│÷░l(f©Ī)ī”Ę└ų╣öÓĮz
▀M(j©¼n)ąą╠Įėæ.ŠĆŪąĖŅöÓĮzįŁę“,ęį╝░ĮŌøQų«ĘĮĘ©
ĻP(gu©Īn)µIį~:
╣ż╦ćčbéõ╣ż╦ćčbéõ
ŠĆŪąĖŅ╝ė╣żųąöÓĮzå¢Ņ}Ą─╠ĮėæŠĆŪąĖŅ╝ė╣żųąöÓĮzå¢Ņ}Ą─╠Įėæ
╣ż╦ćčbéõ
╦┘Č╚┐žųŲ;╠ßĖ▀ŠĆ╝▄ųŲįņäéČ╚ī¦(d©Żo)▌å▓╔ė├ņoē║▌S│ą╗“▓╔ė├┤┼┴”▌S│ąČ╝╩Ū£p╔┘ļŖśOĮzš±äė(d©░ng)Ą─Ė∙▒Š═ŠÅĮ.-ŠĆŪąĖŅ╣ż╦ćĘĮ├µļŖśOĮz▓─┴ŽļŖśOĮz▓─┴ŽėąŃ~ĮzµuĮzŃfĮzµuŃf║Ž╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅSĮļŖśOĮzĄ╚.ŲõųąŃfĮz║═µuŃf║ŽĮļŖśOĮz▒╚▌^Č°čįµuŃf║ŽĮļŖśOĮz/''0''║═/1''0''Ųõē█├³▌^ŃfĮz╝s╠ßĖ▀''23#''2öÓĮz¼F(xi©żn)Ž¾├„’@£p╔┘.×ķ£p╔┘öÓĮz┐╔ā×(y©Łu)Ž╚▀xė├µuŃf║ŽĮļŖśOĮzę“?y©żn)ķµuĄ─čė╔ņ┬╩┐╣Åł┴”ęį╝░╚█³c(di©Żn)Č╝▒╚ŃfĖ³▀m║ŽŠĆŪąĖŅ╝ė╣żĄ─ąĶę¬."╣żū„ę║╣żū„ę║×ķ├}ø_Ę┼ļŖĄ─Įķ┘|(zh©¼)╣żū„ę║æ¬(y©®ng)Š▀ėą▌^║├Ą─╝ė╣żĘĆ(w©¦n)Č©ąį║═ę╗Č©Ą─Į^ŠēÅŖ(qi©óng)Č╚╩╣├}ø_Ę┼ļŖ─▄┴┐Ēś└¹▀M(j©¼n)ąą£p╔┘├}ø_─▄┴┐ōp║─║═ļŖśOĮzōp║─▓ó─▄«a(ch©Żn)╔·ŪĪ║├Ą─ÕāĖ▓¼F(xi©żn)Ž¾.#▀M(j©¼n)Įo╦┘Č╚└ĒŽļĄ─ŠĆŪąĖŅ╝ė╣żæ¬(y©®ng)╩Ū▀M(j©¼n)Įo╦┘Č╚Ė·█ÖŲõŠĆ╝ė╣ż╦┘Č╚▀M(j©¼n)Įo▀^┐ņ╚▌ęūįņ│╔ŅlĘ▒Č╠┬Ę▀M(j©¼n)Įo▀^┬²ät╚▌ęūįņ│╔ŅlĘ▒ķ_┬Ę▀^Ė·█Ö║═ŪĘĖ·█ÖČ╝╩Ūįņ│╔╝ė╣ż▓╗ĘĆ(w©¦n)Č©Ą─ų▒Įėę“╦ž╚▌ęūę²ŲöÓĮz.ę¬īŹ(sh©¬)¼F(xi©żn)└ĒŽļĄ─Ė·█Ö▀M(j©¼n)Įo▒žĒÜ╠ßĖ▀▀M(j©¼n)Įo┐žųŲŽĄĮy(t©»ng)Ą─ąį─▄║═╚╦╣żš{(di©żo)╣Ø(ji©”)▌^╝č▀M(j©¼n)Įo┴┐.┴Ē═ŌĘÕųĄļŖ┴„ū▀Įz╦┘Č╚├}ø_ķgĖ¶Ą╚╣ż╦ćģóöĄ(sh©┤)
ī”╝ė╣żĄ─ĘĆ(w©¦n)Č©ąį║═ī”öÓĮzĄ─ė░Ēæėą┤²▀M(j©¼n)ę╗▓ĮĄ─蹊┐.
ąĪĮY(ji©”)
Å─ŠĆŪąĖŅÖC(j©®)┤▓║═╣ż╦ć▓╔╚Īėąą¦┤ļ╩®╩╣ŠĆŪą╔“Ļ¢Ą┌ę╗ÖC(j©®)┤▓ÅSĖŅ╝ė╣ż▀^│╠▒M┐ņ▀M(j©¼n)╚ļĘĆ(w©¦n)Č©ĀŅæB(t©żi)į┘▌oęįöÓĮzŽ╚šūĄ─Ę└ūo(h©┤)┤ļ╩®▓╗āH┐╔Ę└ų╣öÓĮzČ°Ūę─▄▀M(j©¼n)ę╗▓Į╠ßĖ▀╝ė╣ż╦┘Č╚.
| | | | [ĘĄ╗ž] [┤“ėĪ] |
|
|